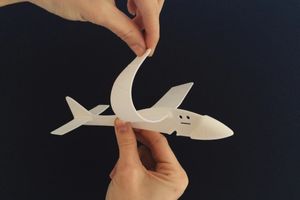
Если вам нужно напечатать очень гибкий предмет, со свойствами резины, то для этой задачи вам подойдут гибкие нити, которые называют также пластиком flex или flexible filaments. Типичными примерами таких продуктов являются подошвы для обуви, ремешки для часов, поддоны для кубиков льда или сантехнические прокладки и другие сальники. Используя пластик flex и 3D-принтер, вы можете распечатать эти объекты самостоятельно, вместо того, чтобы купить.
Гибкие филаменты изготавливаются из множества термопластичных материалов, таких как TPE (термопластичный эластомер) или TPU (термопластичный полиуретан). В свою очередь материалы, используемые для производства флекса, обычно изготавливаются из специальной смеси пластика и резины, чтобы получить продукт, сочетающий в себе высокую эластичность и гибкость резины и универсальность пластика.
Какие нюансы возникают при 3Д-печати пластиком flex?
Гибкость пластика flex проявляется не только в отпечатках, но и у самой нити. И эта характеристика вызывает некоторые проблем в процессе 3D-печати, затрудняя работу с материалом. Дело в том, что гибкая нить имеет тенденцию к деформации в сопле экструдера, особенно когда температура и скорость печати настроены не оптимальным образом.
Поэтому для работы с такими филаментами рекомендуется использовать экструдеры прямого типа вместо экструдеров боуден. В прямом экструдере расстояние между приводной шестерней и хот-эндом меньше, поэтому у нити остается мало места для деформации.
Также стоит использовать отдельное сопло или экструдер для работы с пластиком flex. Поскольку гибкая нить мягкая, она нагревается при гораздо более низкой температуре, что может вызвать проблемы с ранее использованными экструдерами. Если на экструдере принтера есть остатки старой нити, гибкая нить либо смешается с ними, либо они будет ей мешать. Очистка экструдера тоже может помочь, но все равно нет гарантии, что нить не заблокируется. Поэтому использование отдельного экструдера будет оптимальным вариантом.
И конечно важно использовать рекомендуемые производителем нити и 3D-принтера настройки печати. Плюс возможно немного корректировать их по текущим результатам. Потому что использование неоптимальных настроек при использовании флекса может привести к некачественным результатам печати с множеством зависших нитей и капель. Это значит, что филамент проходит через экструдер неравномерно - по причине неправильных настроек температуры, скорости или отвода.
Кстати, также облегчит работу принтера если флекс будет вытянут на несколько метров из картриджа. Поскольку нить гибкая, это поможет предотвратить попытки механизма подачи тянуть материал, что приведет к его изгибу.